
Kérjen árajánlatot

+86-18862679789


admin@evertopest.com

az extrudálási teljesítmény különbözik a különböző forgásirányoktól?
Az anyagkeverő feldolgozás során a kétcsigás extruder teljesítménye közvetlenül meghatározza az anyagkeverő hatást, a gyártás hatékonyságát és a végtermék minőségét. A csavar forgási iránya szerint az ikercsigás extrudereket együtt forgó ikercsigás extruderekre és ellentétes forgású ikercsigás extruderekre osztják, és a kettő közötti fő különbség a csavar forgási irányában van. Ami úgy tűnik, hogy csak a forgásirány különbsége, az jelentős különbségeket eredményez a kettő között a feldolgozási jellemzők, a keverési kapacitás és a termék kompatibilitás tekintetében.
A fő különbség az együtt forgó ikercsavar és az ellentétes irányban forgó ikercsavar között a csavarok interakciós folyamatában rejlik:
• Amikor egy együtt forgó ikercsavar két menete nyomja az anyagot, a tolóerejük egymásra épül;
• Amikor egy ellentétes irányban forgó ikercsavaros anyag két menetvonala kiszorítja egymást.
Ez határozza meg az együtt forgó és az ellentétes forgó ikercsavarok alapvető működési elvét és teljesítményjellemzőit.
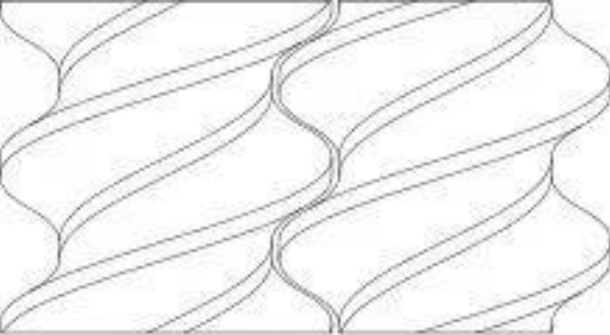
4. ábra Együtt forgó ikercsavar illesztése
Az együtt forgó ikercsavar illeszkedési módja a 4. ábrán látható. Az együtt forgó ikercsavar két csavarja azonos irányban forog, és a csavarmenetek egyaránt jobbkezesek. Az anyagszállítás irányának meghatározása megegyezik az egycsigáséval.
Az ellentétesen forgó ikercsavar illeszkedési módját az 5. ábra mutatja. Az ellentétes irányú ikercsavar két csavarja ellentétes irányba, a két csavar menete ellentétes irányba forog. A két csavar kifelé forog. Vagyis az extrudálási irány mentén a jobb oldalon a bal oldali csavar az óramutató járásával megegyezően, a bal oldalon pedig a jobb oldali csavar, amely az óramutató járásával ellentétes irányban forog.
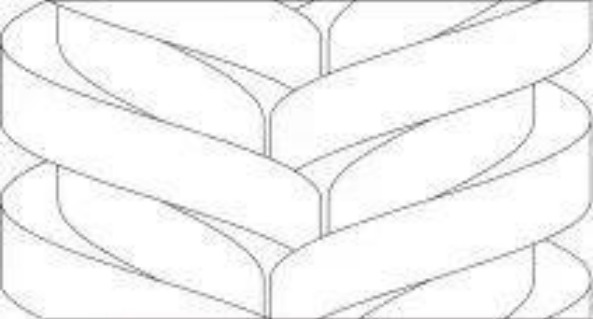
5. ábra Ellentétes irányban forgó ikercsavaros illesztés
Szimulációs kísérleti eredmények elemzése
Fizikai mező
1
Nyomásmező
Amint a nyomásfelhőtérképből (6. ábra) és a nyomásváltozási görbéből (7. ábra) látható:
Az együtt forgó ikercsigás extrudálási eljárás során az áramlási csatornában a nyomás ingadozik. Az együtt forgó ikercsavaros illesztés utáni szerkezetre hivatkozva (4. ábra) azt találjuk, hogy a nyomásingadozás felfelé és lefelé ingadozik a csavargerinc helyzetével. Ennek oka, hogy a csavargerinc a csavarfelület magasan kiálló része, és az extrudált anyag a csavargerincen való áthaladáskor erősebb extrudálási és nyíróerőknek van kitéve, így a nyomás gyakran viszonylag nagy a csavargerinc pozíciójában.
Az ellentétes forgású ikercsigás extrudálásnál a csúszóban a nyomás először növekszik, majd az extrudálás iránya mentén csökken, a középső pozícióban pedig helyi nagynyomás lép fel. Az ellentétes irányban forgó ikercsavaros illesztés szerkezetére hivatkozva (5. ábra) azt találtuk, hogy a lokális nagy nyomás az extrudálási irány közepe mentén kialakuló kapcsolódási ponton lép fel. Ennek az az oka, hogy a két csavar ellentétes irányba forog, és az extrudálási folyamat során az anyagáramlás egyenetlen vagy blokkolódik, ami a középső helyzetben felhalmozódik, majd a csatornában kialakul a helyi nagynyomás.
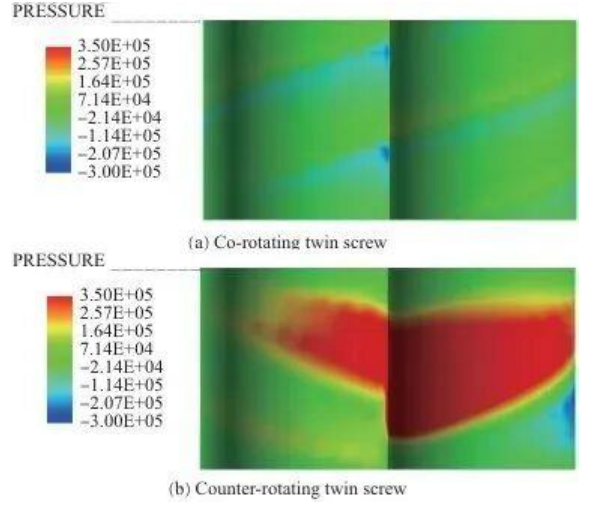
6. ábra Nyomásfelhő diagram a futóban az extrudálási folyamat során
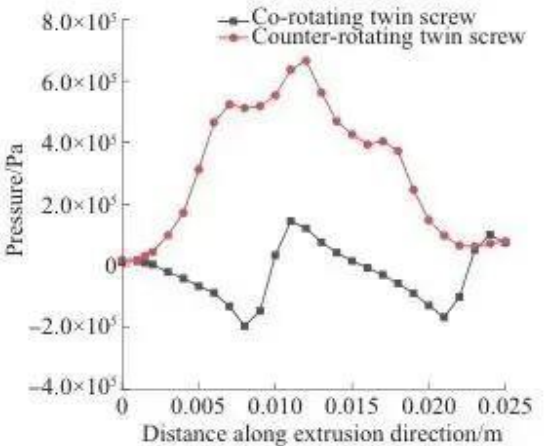
7. ábra Nyomásváltozási görbe
2
Nyírási sebesség mező
Amint a nyírási sebesség felhőjéből (8. ábra) és a nyírási sebesség változási görbéből (9. ábra) látható:
Mind az együtt forgó ikercsigás extrudálásnál, mind az ellentétes forgó ikercsigás extrudálásnál a nyírási sebesség nagyobb a csavargerincnél és kisebb a csavarhoronynál. A jelenség oka, hogy a szűk résekben gyorsabban áramlik az anyag, illetve kisebb a rés a csavargerincek és a hordó belső fala között, így nagyobb a nyírási sebesség, míg a csavarhornyok és a hordó belső fala között nagyobb a rés, így kisebb a nyírási sebesség.
Az ellentétes irányban forgó ikercsavar helyi nagy nyírási sebességét a szivárgás okozza.
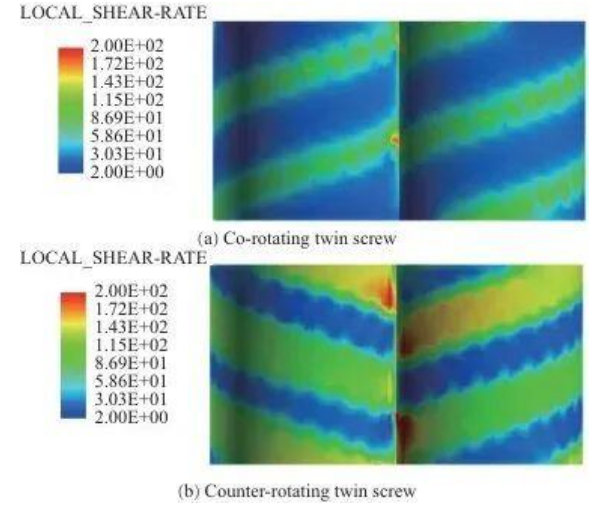
8. ábra Nyírási sebesség felhője extrudálás közben
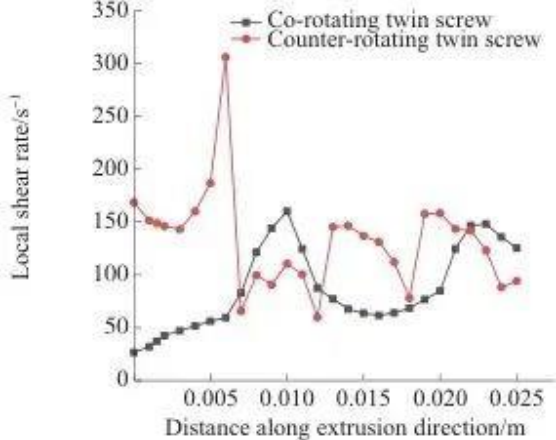
9. ábra Nyírási sebesség változási görbe
A keverést főként elosztó és diszperzív keverésre osztják.
Az elosztott keverés az anyag elosztási folyamatának leírására szolgál, amelyben az anyagot folyamatosan átrendezik és irányítják a csavaros rotor nyomása alatt;
A diszperzív keverést annak a folyamatnak a leírására használják, amelyben az anyag mérete megváltozik, miközben az anyagrészecskéket folyamatosan nyújtják és nyírják. A nyomjelző részecskék módszerét használták matematikai statisztikák készítésére olyan pályaparaméterekről, mint a tartózkodási idő, az eloszlási index, az elválasztási skála és a maximális nyírófeszültség-eloszlás, hogy elemezzék az együtt forgó ikercsiga és az ellentétes irányban forgó ikercsiga keverési teljesítményében mutatkozó különbségeket.
Axiális keverési teljesítmény
A tartózkodási idő eloszlása fontos mutató a csavarelemek axiális keverési teljesítményének mérésére. Az ikercsigás extruderekben lévő anyagok tartózkodási idejének eloszlását két formában írja le: kumulatív tartózkodási idő eloszlási függvény és tartózkodási idő eloszlás függvény, amelyeket a valószínűségi függvény és a valószínűségi sűrűség függvény fejez ki.
1 kumulatív tartózkodási idő eloszlás
A kumulatív tartózkodási idő eloszlási görbe (10. ábra) az extruderben lévő folyadék vagy anyag tartózkodási idejének kumulatív valószínűségi eloszlását írja le.
A 10. ábrán látható módon az együtt forgó ikercsavarban az az idő, amikor a nyomjelző részecskék először kilépnek a futóból, 1,00 s, az az idő, amikor teljesen kilépnek a futóból, 54,82 s, és a tartózkodási idő eloszlás szélessége 53,82 s.
Az ellentétes forgó ikercsavarban a nyomjelző részecskék első kiáramlásának ideje a csatornából 1,48 másodperc, a csatornából való teljes kiáramlásuk ideje 59,80 másodperc, a tartózkodási idő eloszlás szélessége pedig 58,32 másodperc.
Az együtt forgó ikercsiga kumulatív tartózkodási idő eloszlási görbéje meghaladja az együtt forgó ikercsiga kumulatív tartózkodási idejét, és a magasabb görbe azt jelzi, hogy egy adott pillanatban több részecske áramlik ki a csatornából.
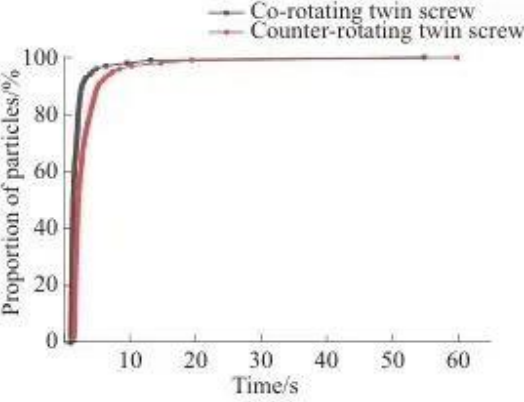
10. ábra A kumulatív tartózkodási idő megoszlása
2 A tartózkodási idő megoszlása
A tartózkodási idő valószínűségi sűrűség-eloszlási görbéje leírja az anyag extruderben való tartózkodási idejének valószínűségi eloszlását különböző időszakokra. A nagyobb valószínűségi sűrűség nagyobb valószínűséggel tartózkodik az anyag ebben az időszakban, míg a kisebb valószínűségi sűrűség viszonylag rövidebb tartózkodási időt jelez. A tartózkodási idő eloszlás valószínűségi sűrűségfüggvényéből (11. ábra) ismert, hogy:
Az együtt forgó ikercsavarban a részecskék többsége 1,00-1,99 másodpercnél, az ellentétes irányban forgó ikercsavarban pedig a részecskék többsége 1,48-2,97 másodpercnél koncentrálódik. Az együtt forgó ikercsiga megfelelő görbéje balra van, a csúcs pedig magasabb, ami azt jelzi, hogy az együtt forgó ikercsiga szállítóképessége erősebb. Ennek a jelenségnek az lehet az oka, hogy az együtt forgó ikercsigás extrudálási folyamat során az anyagot a csavar egy "∞" alakú pályán erőszakosan szállítja.
Az ellentétesen forgó ikercsigás extrudálás során az anyag "C" alakban mozog, és a C alakú kamrában ismételten keveredik és reagál, ami hosszabb tartózkodási időt eredményez.
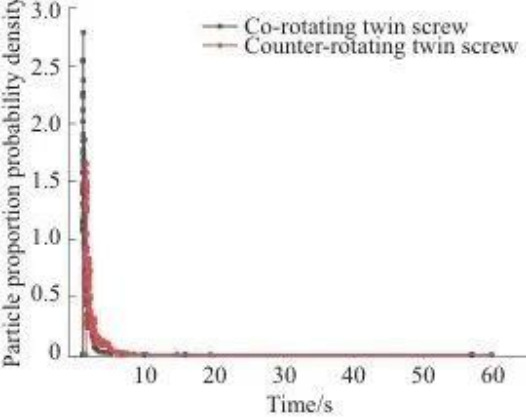
11. ábra A tartózkodási idő megoszlása
Elosztott keverési teljesítmény
1 Eloszlási index
Az eloszlási indexek az extrudált anyagok reológiai tulajdonságait és folyási viselkedését írják le. Az eloszlási index görbéből (12. ábra) látható, hogy az ellentétes irányban forgó ikercsavar eloszlási egyenletessége jobb, mint az együtt forgó ikercsavaré.
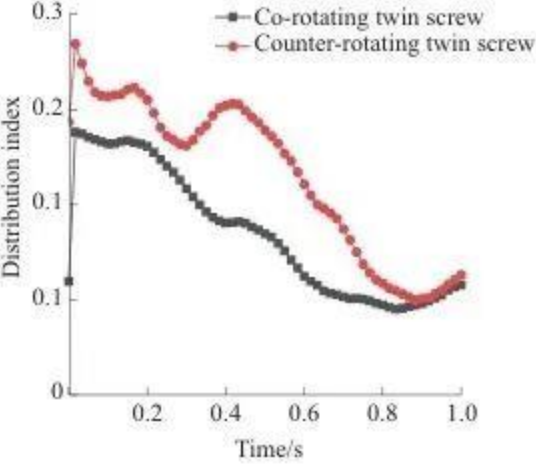
12. ábra Eloszlási index
2 Elválasztási skála
Az elválasztó skálák az elosztott keverési folyamatokat jellemzik. A 13. ábra az elválasztási skála görbéjét mutatja. A kezdeti pillanatban a két részecske a bemenet két oldalán van, így az elválasztási skála értéke nagy. Az idő előrehaladtával a csigakeverési hatás hatására az elválasztási skála csökken, a görbe leesik, a felületi részecskék eloszlási keveredésének mértéke fokozatosan mélyül, és a folyamat során fluktuációs jelenség lép fel, amelyet az áramlási folyamat során a részecskék aggregációja okoz.
Az együtt forgó ikercsavar elválasztási skála görbéje mindig az ellentétes irányban forgó ikercsavar elválasztási görbéje alatt van, jelezve, hogy egyenletesebb az eloszlása.
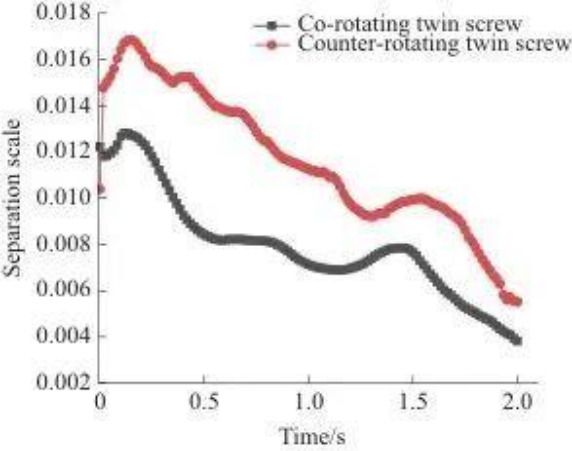
13. ábra Elválasztási skála
Az együtt forgó ikercsigás extrudálásnál a két csavar azonos irányba forog, és erős nyíróhatást hoz létre a kötési ponton, és a csavarok között többszörös anyagcsere történik, ami elősegíti az egyenletes eloszlású keveredést.
Az ellentétesen forgó ikercsigás extrudálásnál az anyag nagy része a C alakú kamrában marad, a résből csak kis mennyiségű anyag folyik ki, hogy nyírásnak és nyújtásnak legyen kitéve. A tömítés jó, csökkenti az anyag szabálytalan áramlását a csatornában, és így a keverék egyenletessége is csökken.
Diszperziós és keverési teljesítmény
A diszperziós és keverési folyamat során a részecskeméret folyamatosan csökken, és ebben a folyamatban jelentős szerepet játszanak az anyagrészecskéket érő nyíró- és húzóerők.
A nyomjelző részecske által tapasztalt maximális nyírófeszültség azt a nyírási folyamatot jelzi, amelyen a nyomjelző részecske átmegy az ikercsigás extrudálási folyamat során. Minél nagyobb a nagy nyírást érő nyomjelző részecskék aránya, annál jobb a csavardiszperziós hatás.
A 14. ábra a maximális nyírófeszültség valószínűségi görbéjét mutatja. Amint a 14. ábrán látható, az ellentétes irányban forgó ikercsavarnak megfelelő görbe az együtt forgó ikercsavar görbéje felett van.
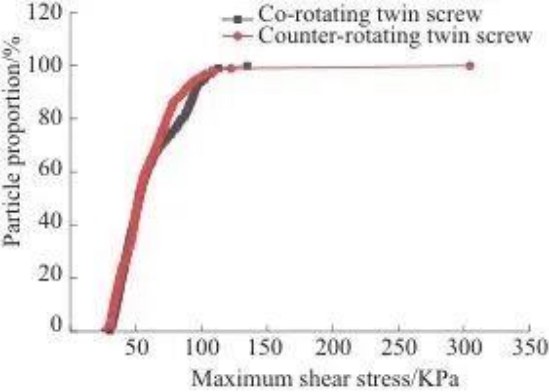
14. ábra Maximális nyírófeszültség valószínűsége
A 15. ábra a maximális nyírófeszültség valószínűségi sűrűséggörbéjét mutatja. A 15. ábrán látható, hogy a részecske által elviselt maximális nyírófeszültség a görbe kiemelkedésének csúcsán koncentrálódik.
A két görbe jellemzője azt jelzi, hogy az ellentétes irányban forgó ikercsavar erősebb diszperziós képességgel rendelkezik, és erősebb nyíró- és húzóhatást tud biztosítani, mint az együtt forgó ikercsavar.
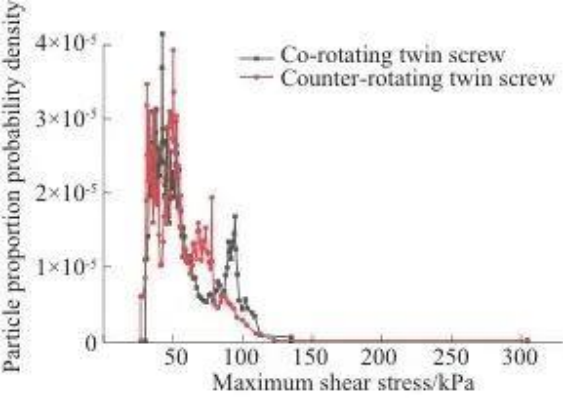
15. ábra Maximális nyírófeszültség valószínűségi sűrűsége
A kísérleti eredmények elemzése
Szakító ütővizsgálati elemzés
A 17. és 18. ábrán a húzó-, illetve ütővizsgálati adatok láthatók.
Az együtt forgó ikercsigás extrudálással extrudált anyagszálak szakítószilárdsága és szakítószilárdsága valamivel nagyobb volt, mint az ellentétes irányban forgó ikercsigás extrudálással extrudált.
Az ellencsavaros extrudálással extrudált anyagszálak ütési energiaelnyelése és ütési szilárdsága valamivel nagyobb, mint a társcsavaros extrudálással extrudálté.
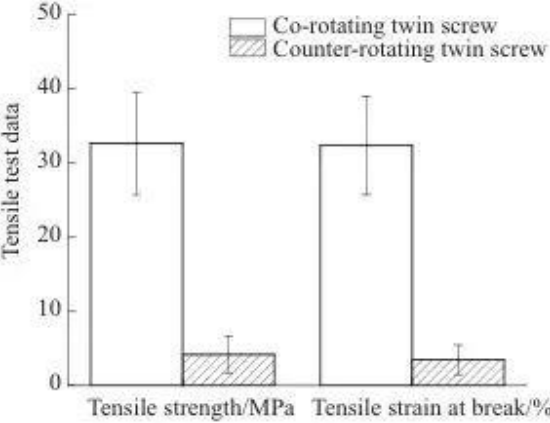
17. ábra Szakítóvizsgálati adatok
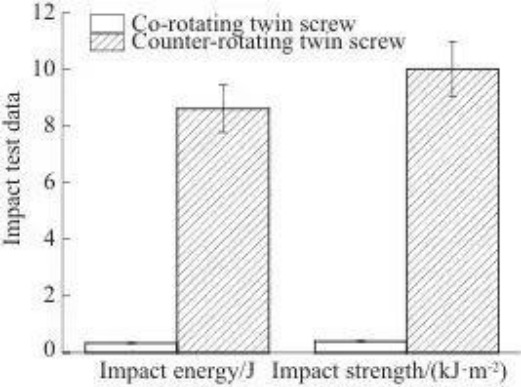
18. ábra Ütésvizsgálati adatok
Reológiai vizsgálati eredmények
A polimerek reológiai tulajdonságai jellemzően a tárolási modulusban (G'), a veszteségi modulusban (G') és a kompozit viszkozitásában (η*) tükröződnek. A tárolási modulus az anyag rugalmasságát, a veszteségi modulus az anyag viszkozitását, a kompozit viszkozitás pedig a molekulatömeget. A polimer olvadék folyékonysága a molekulalánc-szegmensek mozgási képességétől függ. A csavaros extrudálás megváltoztatja a PLA molekulaszerkezetét, aminek következtében a molekulaláncok elszakadnak, és csökken a viszkozitása.
A 19. ábra az η* kompozit viszkozitás görbéjét mutatja szögfrekvenciával. A 19. ábrán látható, hogy η* a szögfrekvencia növekedésével csökken.
A szerkezeti különbség miatt az ellentétes irányban forgó ikercsavar erősebb diszperziós és keverési képességgel rendelkezik, és a molekulalánc teljesebben szakad. Ezért az ellentétes irányban forgó ikercsiga által extrudált anyag η* értéke kisebb, mint az együtt forgó ikercsavaré.
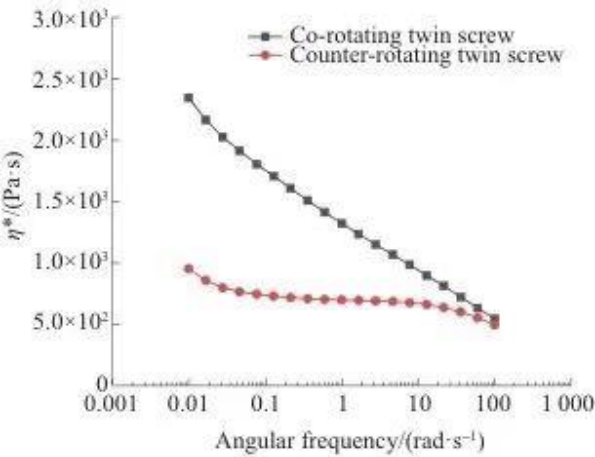
19. ábra η * szögfrekvenciával
Összegzés
Az együtt forgó ikercsigás extruderek előnyei:
• Az áramlási mező (különösen a nyomás) viszonylag stabil.
• Rendkívül erős eloszlási keverési képesség, nagy egyenletes anyageloszlás.
• Az anyag rövid tartózkodási ideje és a nagy szállítási hatékonyság megkönnyíti a hőérzékeny anyagok feldolgozását és csökkenti a hődegradáció kockázatát.
• Az extrudált termékek jobb szakító tulajdonságokkal rendelkeznek.
Az ellentétes irányban forgó ikercsigás extruderek előnyei:
• Erősebb nyomásnövelő képesség (de ügyeljen az esetleges helyi magas nyomásra).
• Intenzívebb nyírás, kiváló diszperzió és keverési képesség. Erősebb nyújtó hatást biztosíthat.
• Hosszabb tartózkodási idő és szélesebb anyageloszlás, megfelelő reakció- vagy keverési időt igénylő eljárásokhoz.
• Az extrudált termékek nagyobb ütési szilárdságúak és alacsonyabb olvadékviszkozitásúak (alaposabb molekuláris lánctörések).
An Nem éghető tűzálló kompozit panel gyártósor egy olyan gyártási rendszer, amelyet olyan fémfelületű kompozit panelek gyártására terveztek, amelyek maganyaga megfelel az épületek külső és belső dekorációjában használt legmagasabb éghetetlenségi osztályozásnak. G...
View MoreFR alapanyag a tűzálló alumínium kompozit panelek belsejében használt égésgátló magkeverék, és általában két formában kerül forgalomba: granulátum, amely az extrudáló berendezésbe betáplált nyers pellet, és magtekercs vagy magtekercs, amely a kész folyamatos maglemez, am...
View MoreEgy komplett panelgyártó sor ritkán áll vagy esik a főprésén vagy lamináló egységén. A gyakorlatban a segédberendezések panelgyártó sorhoz A beállítások – szintezőgépek, rétegelválasztó egységek, emelőplatformok, bevonatoló berendezések, száraz keverők, kalandere...
View MoreAn Alumínium színes bevonat termékcsalád egy olyan berendezésrendszer, amely tartós, alumínium tekercsre vagy szalagra történő tartós színkezelésre szolgál folyamatos, automatizált folyamatban, és praktikus befektetés azoknak a gyárt...
View More
Tanshang Village Industrial Clusters, Ganghua Road, Jingang Town, Zhangjiagang City, Jiangsu Prvince, Kína

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Szerzői jog © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Minden jog fenntartva. Egyedi kompozit panel gyártósorok gyártói






